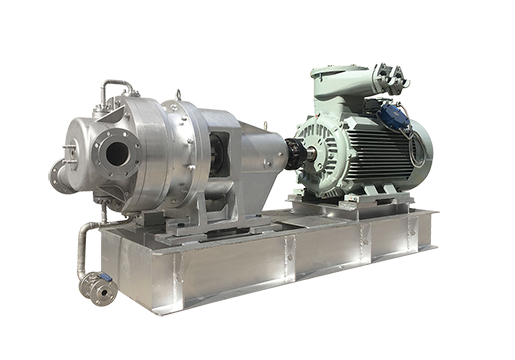
Liquid ring compressor
Features and uses:
Product Features:
◎ double-acting structure can effectively balance the radial force of the rotor, high gas compression efficiency, low vibration, noise and temperature rise.
◎Cylinder distributor + unique hydraulic balance technology can avoid the mechanical wear of the rotor, and the performance is stable and reliable for a long time.
◎ Swing arm construction with fewer sealing points and leaks, lower failure rates, and lower operating and maintenance costs.
◎The rotor can be loaded and pulled laterally, and the assembly gap is easy to adjust for assembly and on-site maintenance.
◎Simple and strong structural design is fully focused on the high pressure delivery of chemical gases.
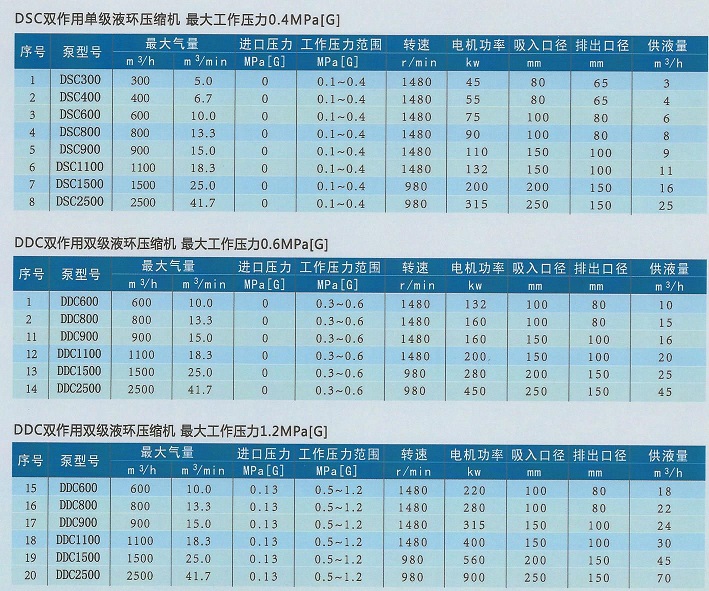
◎ gas treatment capacity ~ 2500M3 / hour, suitable for 4-12 kg gas pressure delivery needs.
◎ Compressor material and working fluid medium can be selected according to actual working conditions.
Product Applicability:
Suitable for handling explosive gases, corrosive gases, toxic gases, heat sensitive gases, high temperature gas, condensable gases, and gases requiring oil-free compression or carrying small amounts of liquid .
Applicable to applications such as flare gas/tail gas recovery, chlorine gas compression, VCM monomer recovery, solvent recovery, ozone gas compression, H2S and other circulating gas compression, liquefied gas transportation, etc. .
Performance curve: